

電腦橫機織片以及電腦橫機插片的工藝要點
電腦橫機配件又稱作為電腦橫機插片,電腦橫機插片的表面拋光對電腦橫機的性能起著至關重要的作用。
河南中整光飾機械有限公司二十余年致力于高精密紡機配件去毛刺、倒角、鏡面拋光等設備的研發制造。
河南中整光飾機械有限公司專業生產電腦橫機插片拋光機,電腦橫機插片專用拋光機,插片鏡面拋光機,插片鏡面拋光液,插片超精拋光磨料等產品,解決一切插片拋光難題。
由于電腦橫機的普及,已經成了毛衣編織工序的主流。但是,機器的技術滯后,擋車工人的素質參差不齊、甚至制版師傅的功底不足,造成了許許多多的弊病。這些大家有目共睹,就不再列舉。我們從工藝上一些細節去配合電腦橫機的特性,也可提高電腦橫機織片的質量與產量。

一、電腦橫機是從右邊向左即從機尾起梳的,所以在羅紋轉數上細針空轉織1.5轉、粗針則羅紋轉數織多少0.5轉來配合;
二、開針的奇偶性要配合花型,保持花型的對稱;
三、因為羅紋組織與大身差別大需要在翻針位并針的,并針數不可超過開針的1/3;
四、對于夾色,應注明幅片結尾顏色;對于坑條衫,在過梳、收放針的結束等關鍵部位注明邊坑的針數;對于絞花,應注明每條絞花的個數;
五、在平收后電腦橫機需要至少0.5轉,再收針;如果是暗收的,不管針種,都做成1支1支收;
六、電腦橫機做停針(也叫鏟針又名電腦橫機插片)時,轉數不宜超過4CM,如必需超過,則分段落紗放掉;
七、有些幅片需收成直邊的,但就算用0.5轉、再1轉,出來始終不直,電腦橫機是可以0.5轉收放一次,然后1轉收放一次,這樣循環收放,就可以達成一條直線了;
八、收領以及在幅片中間作花型或記號時,如果按手搖橫機格式如“收第幾次花”或“加第幾次針中如何……”,制版師傅就頭痛了,他要算一遍到哪是多少轉,才好定位,正確應該是直接給出轉數如“腳上多少轉中收領”、“或腳上多少轉機頭或機尾留多少支作記號”等等;
九、電腦橫機是不能在結尾將幅片的針全部收完的,必須剩個3、5針才行;
十、有些門襟原身出的,STOLL機可以在門襟位給段密度控制,但其他機器好象不行,這可以在門襟部位偷吃轉數來實現的;
十一、因為電腦橫機作蓋絲坑條組織時,條子邊針容易起花和絲反面,所以可以做針對齒的話盡量做針對齒,實在不行則建議取消蓋絲;
十二、 拉密要底面所有組織給完全,電腦橫機是電子控制密度的,可以比如“底比面緊多少度”來表達,方便擋車工調整、控制;
十三、因為電腦橫機花型的特銖,所以光揉縮后量尺寸不能很好地控制密度,應以拉密、吊長,加上揉縮量片一起相結合才能比較準確控制;
河南中整光飾機械有限公司專業研發生產各種型號電腦橫機插片拋光機,解決各種高精度插片去毛刺、倒角、去除磨床痕跡、鏡面拋光等。
插片拋光機24小時技術咨詢:13674961188
上一篇:工件夾縫中毛刺如何去除
下一篇:鋁件如何去毛刺不留痕跡
河南中整光飾機械有限公司
河南中整光飾機械有限公司專業生產:拋光機、光飾機、拋光機械、拋光設備、自動拋光機、去毛刺拋光機、鏡面拋光機、拋光磨料、拋光液等產品,中整光飾 致力于精密零件去毛刺,光整,拋光一站式解決方案制造商。竭誠為用戶提供優質的拋光設備和先進的表面拋光處理方案。
地址:鄭州上街區工業路與昆侖路交叉口 手機:13674961188 電話:0371-68122566傳真:0371-68122877
地址:鄭州上街區工業路與昆侖路交叉口
手機:13674961188
郵箱:paoguangji@126.com 業務QQ:939351328
業務QQ:939351328
豫ICP備18030715號-1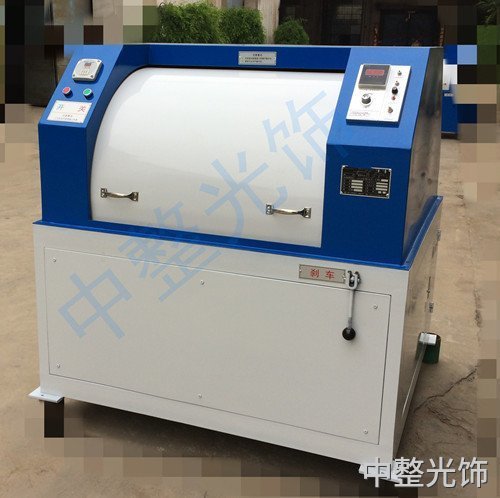





給我留言